
















 通过
通过 


空调铜管焊接工艺较简单需要材料
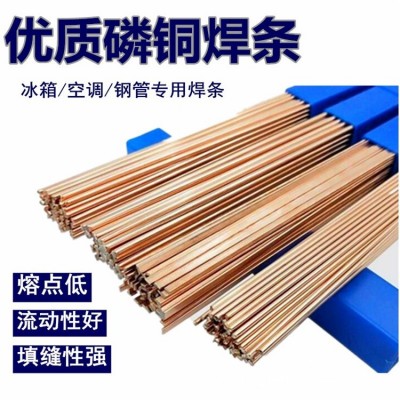
1.磷铜焊条
2.燃料为液化气(煤气、天然气、丁烷等均可)
3.助燃剂氧气
4.焊炬。
将焊炬蓝色管连接氧气罐,红色管连接燃料罐,检查焊炬是否正常,若焊炬正常我们慢慢打开燃料阀并点燃,再打开氧气阀调节火焰使其为蓝色火焰,先用外焰将接缝处稍微烘烤一下预热旋即用蓝色火焰加热焊缝并将焊条靠近火焰预热,当铜管焊缝处发红后将焊条放在焊缝处,用蓝色火焰同时加热焊缝及焊条直至焊条熔化溶满焊缝,焊接结束。
焊接注意事项
1、焊接的时候一定要先清理工件表面的油污,再注意加热的时间,加热温度超过600度,0.03秒就会让铜管融化,称之为烧熔。
2、焊接后一般用干净的冷水冷却。避免氧化。管内一般通入氮气保护管内不氧化。
3、钎焊火焰分为氧化焰,还原焰,中性焰。一般焊接用还原焰,保证铜管品质。
4、焊接点一般不要用力掰扯,因为焊料会出现裂纹。
5、操作气瓶的时,气瓶必须是直立的,氧气瓶与天然气瓶的距离到有明火的距离要大于5米以上,这个才是安全距离。
6、查看焊炬与气瓶的连接方法是否是正确的,铜管与铜管件直接也要保持一定的距离,操作的时候一定要带好防护眼镜。
7、在焊接的现场一定要放有灭火器材,焊接的地方注意一定要保持通风顺畅。
磷铜焊条小课堂
磷铜焊条适用于空调机,冷冻机,电冰箱的制冷系统的铜与铜管接头的焊接。
磷铜焊条:BCU93P、BCU91PAG Cu:余量
钎焊温度:710-810℃,熔点低、流动性好、成本低、节银、代银。
1.圆焊丝 直径(粗细):1.0 1.5 2.0 2.5 3.0 4.0 mm 长度一根是 500mm(即半米长)
2.扁焊丝 1.3X3.2X500mm(厚X宽X长度)
磷铜焊条焊紫铜管时不用助焊剂,磷是一种还原剂,能还原氧化亚铜,生成氧化磷浮于焊缝表面,磷铜焊条流动性好,具有自钎作用。 其他银铜焊条均要用助焊剂。
| |||||||















